Сварка металла

И так мы выбрали сварочный инвертор. Но наличие сварочного аппарата еще не залог успеха. Необходимо научиться обращаться с этим устройством. Вот о том, как происходит сварка металла инвертором, мы и поговорим в этой статье.
Сварка металла инвертором
Сварка металла при помощи инверторного сварочного аппарата — несложный процесс, освоить который могут даже новички. При помощи инвертора можно быстро создать надёжные соединения металлических деталей. Особенно часто приходится работать инвертором владельцам автомобилей, самостоятельно производящим их ремонт.
Работа с инвертором
 Прежде всего, необходимо подготовить место где будет проходить сварка металла: освободить в радиусе 1 метра пространство от посторонних предметов и мусора, так как они могут легко воспламениться. Сварочный аппарат устанавливается на пол или землю и подключается к электросети. Также необходимо позаботиться о своей защите, для этого используется защитная спецодежда, а на лицо надевается маска со светофильтром. Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Прежде всего, необходимо подготовить место где будет проходить сварка металла: освободить в радиусе 1 метра пространство от посторонних предметов и мусора, так как они могут легко воспламениться. Сварочный аппарат устанавливается на пол или землю и подключается к электросети. Также необходимо позаботиться о своей защите, для этого используется защитная спецодежда, а на лицо надевается маска со светофильтром. Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Стоит помнить, что чем большим будет диаметр электрода, тем больше электрической энергии будет использовать инвертор.
Время работы инвертора
 Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для вашего сварочного аппарата составляет 60%, это значит, что 60% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся 40% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для вашего сварочного аппарата составляет 60%, это значит, что 60% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся 40% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки.
Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 6 минут на полной нагрузке, после чего он потребует 4-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Инструкция по сварке
Алгоритм безопасного производства работ сварочным инвертором, достаточно прост:
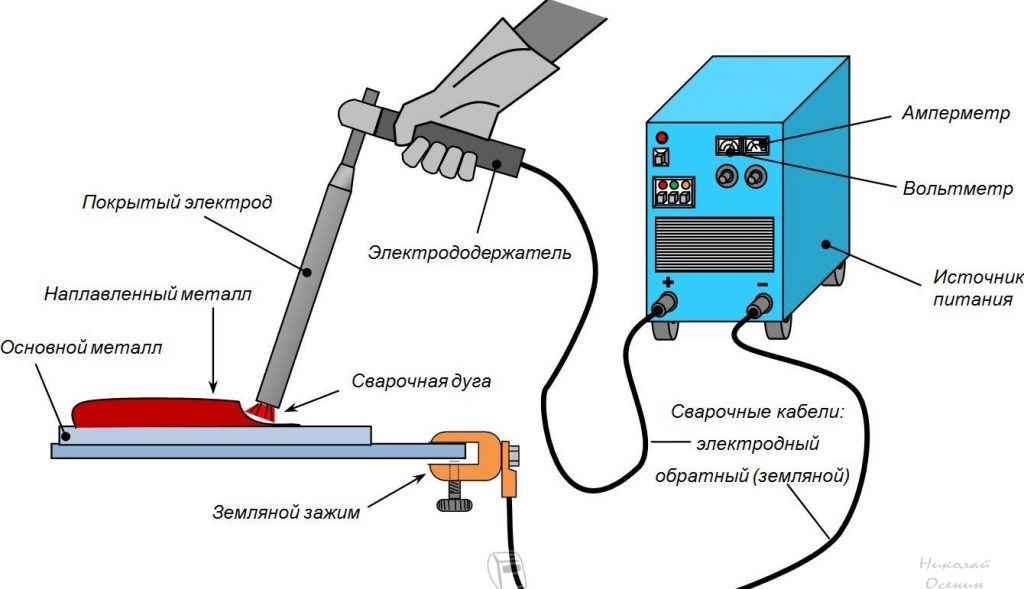
- Зажим заземления «-» крепится на одну из свариваемых поверхностей. В держатель инвертора вставляют сварочный электрод диаметром 3-5 мм. Далее выставляется ток. Если ток будет слишком низким, то сварочная дуга не возбудится, если наоборот, показания тока окажутся слишком высокими, то произойдёт оплавление металла. Сила выставляемого тока зависит от размера и типа электродов и определяется только эмпирическим путём. Для примера скажу, что при работе с электродом диаметром 3 мм вполне хватит тока 80 А.
- Розжиг дуги, осуществляется кратковременным соприкосновением электрода со свариваемым металлом. Электрод подносят к свариваемой металлической поверхности, слегка задевая её по касательной. При высоком токе может произойти залипание электрода, при этом электрод как бы приклеивается к металлу. Для отсоединения электрод необходимо быстро отклонить в противоположную сторону. Залипание также исчезает при выключении аппарата. Касание повторяется, пока не появляется устойчивая дуга.
- Для поддержания сварной дуги нужно зафиксировать конец электрода в 2-6 мм от свариваемой поверхности. Если его приблизить слишком близко к металлу, произойдёт замыкание и залипание. Если расстояние будет слишком большим, то электрод израсходуется очень быстро. Лучший вариант — опускать руку с клеммой очень медленно, следя за сварной дугой.
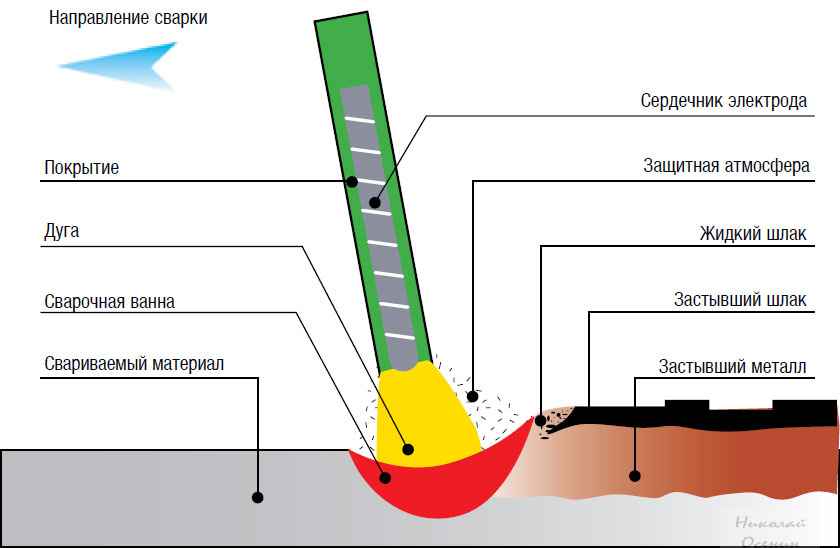
- При наличии постоянной дуги происходит образование сварной ванны — лужицы из металла. Для создания прочного соединения необходимо медленно двигать электрод на протяжении всего места сварки, при этом сварная ванна движется за дугой. Конец стержня при движении совершает поступательные движения между свариваемыми деталями, обеспечивая максимально прочное соединение.
Сварка металла
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка. Если научиться контролировать длину дуги, появится возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который попадает в ванну.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание металла. Если дуга будет быстро и глубоко проникать в металл, то она сможет толкать ванну назад, в результате чего начнет образовываться шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения.
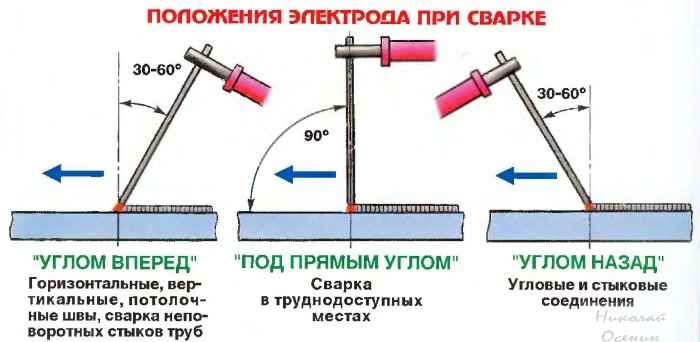
Если электрод слегка наклонить, вся сила тока будет направлена назад, в результате чего шов приподнимется (всплывет). Если электрод слишком сильно наклонится во время сварки, сила тока будет прикладываться по направлению шва, а это не даст полноценно управлять ванной. Самым оптимальным углом сварки считается угол наклона электрода от 45° до 90°. Эти углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Как варить толстый металл инвертором
 Проблема, с которой часто сталкиваются обладатели сварочных аппаратов: как сваривать металл инвертором, если его толщина не превышает 3 мм? В этом случае электрод будет прожигать свариваемую поверхность. Чтобы этого не случилась необходимо взять самый малый электрод размером 1 мм, даже если придётся варить шов несколько раз. Если под рукой не оказалось электрода 1 мм, то можно взять обычный, но при этом изменить полярность на обратную. Электроды для сварки тонких листов металла нужно подключать “плюсом” к дуге устройства, а “минусом” – к листу металла.
Проблема, с которой часто сталкиваются обладатели сварочных аппаратов: как сваривать металл инвертором, если его толщина не превышает 3 мм? В этом случае электрод будет прожигать свариваемую поверхность. Чтобы этого не случилась необходимо взять самый малый электрод размером 1 мм, даже если придётся варить шов несколько раз. Если под рукой не оказалось электрода 1 мм, то можно взять обычный, но при этом изменить полярность на обратную. Электроды для сварки тонких листов металла нужно подключать “плюсом” к дуге устройства, а “минусом” – к листу металла.
Как заварить глушитель инвертором
Многие автовладельцы задаются вопросом: как качественно залатать глушитель с помощью инвертора? При наличии сварочного аппарата и подходящего фрагмента металла, который будет использоваться в качестве заплатки, сделать это можно самостоятельно, не тратя деньги на дорогостоящий ремонт. Для начала необходимо зачистить место, куда будет привариваться заплатка. Сварку нужно осуществлять непрерывным швом, чтобы обеспечить надёжное соединение. Все работы производить только на снятом глушителе.
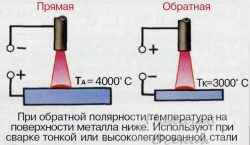
Прямая и обратная полярность при сваривании металла инвертором
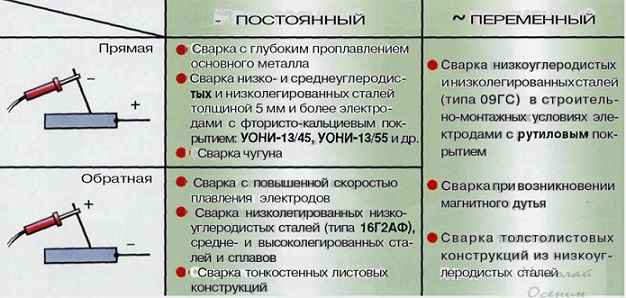
В зависимости от того, какой шов требуется получить применяют прямую или обратную полярность подключения электрода. При прямой полярности электрод подключается к минусу источника питания, а при обратной к плюсу.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается.
И так мы рассмотрели тему как происходит сварка металла инвертором. Надеюсь, что она поможет вам научиться обращаться с инвертором. В следующей статье я расскажу о неисправностях сварочных аппаратов.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ: