Точечная сварка
Одним из распространенных способов сваривания металлов является точечная сварка. Производство с применением точечной сварки существует практически на каждом предприятии. О том, что это такое точечная сварка металлов, какое оборудование применяется для соединения металлов точечной сваркой и какие особенности точечной сварки существуют, мы и поговорим в этой статье.
Что такое точечная сварка
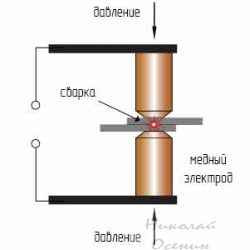
Процесс соединения двух кусков железа с помощью машины для контактной точечной сварки можно сравнить с процессом сшивания двух кусков ткани швейной машиной. Между скреплением кусков ткани отдельными стежками и соединением металлических фрагментов в отдельных точках есть несомненное сходство. В качестве «иголки» здесь выступают два медных электрода, между которыми зажимаются свариваемые детали, а роль «нитки» играет образующийся между ними расплав, который, затвердевая, надежно сцепляет элементы конструкции.
 Большая востребованность точечной сварки обусловлена целым рядом достоинств, которыми она обладает. В их числе: отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.), незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, аккуратность соединения (отсутствие сварного шва), экологичность, экономичность, подверженность легкой механизации и автоматизации, высокая производительность. Автоматы точечной сварки способны выполнять до нескольких сотен сварочных циклов (сварных точек) в минуту. К недостаткам точечной можно отнести отсутствие герметичности шва и концентрацию напряжений в точке сварки. Причем последние могут быть значительно уменьшены или вообще устранены особыми технологическими приемами.
Большая востребованность точечной сварки обусловлена целым рядом достоинств, которыми она обладает. В их числе: отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.), незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, аккуратность соединения (отсутствие сварного шва), экологичность, экономичность, подверженность легкой механизации и автоматизации, высокая производительность. Автоматы точечной сварки способны выполнять до нескольких сотен сварочных циклов (сварных точек) в минуту. К недостаткам точечной можно отнести отсутствие герметичности шва и концентрацию напряжений в точке сварки. Причем последние могут быть значительно уменьшены или вообще устранены особыми технологическими приемами.
Где применяется точечная сварка
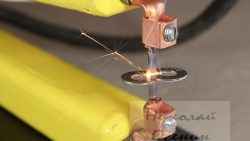
 Областью использования точечной сварки (она же SPOT-сварка) является преимущественно промышленность: автомобиле-, вагоно- и самолетостроение. Также она применяется в строительстве, при изготовлении художественных изделий из металла (наваривание листов и лент на каркас) и даже при изготовлении ювелирных изделий.
Областью использования точечной сварки (она же SPOT-сварка) является преимущественно промышленность: автомобиле-, вагоно- и самолетостроение. Также она применяется в строительстве, при изготовлении художественных изделий из металла (наваривание листов и лент на каркас) и даже при изготовлении ювелирных изделий.
Как работает точечная сварка
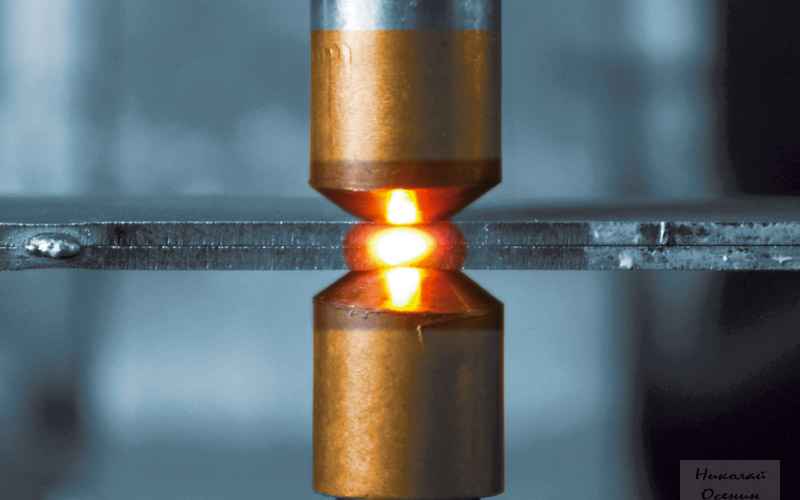
В свое время англичанин Джоуль и русский физик Ленц независимо друг от друга вывели формулу для расчета теплоты, выделяющейся в проводнике, по которому течет электрический ток. Оказалось, что чем выше сила тока, тем сильнее нагревается металл, при чем настолько, что может стать жидким. На этом явлении и базируется контактная точечная сварка.
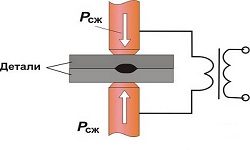
 При сдавливании электродами свариваемых элементов, между ними образуется хороший контакт, ток вырастает до нескольких сот ампер, а температура в месте соприкосновения может превышать полторы тысячи градусов. Этого вполне хватает, чтобы приварить детали друг к другу. При этом размер получающейся сварной точки, а, следовательно, и качество соединения, во многом зависит от силы тока.
При сдавливании электродами свариваемых элементов, между ними образуется хороший контакт, ток вырастает до нескольких сот ампер, а температура в месте соприкосновения может превышать полторы тысячи градусов. Этого вполне хватает, чтобы приварить детали друг к другу. При этом размер получающейся сварной точки, а, следовательно, и качество соединения, во многом зависит от силы тока.
Точечная сварка бывает односторонней (можно соединять элементы всей поверхностью заготовки) и двухсторонней (с помощью медных электродов).
Особенности точечной сварки
 Особенности точечной сварки заключаются в возможности применения различных режимов сварки. Различают жесткий и мягкий режимы сварки. Первый характеризуется большим током, малой продолжительностью токового импульса (0,08-0,5 секунд в зависимости от толщины металла) и большой силой сжатия электродов. Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
Особенности точечной сварки заключаются в возможности применения различных режимов сварки. Различают жесткий и мягкий режимы сварки. Первый характеризуется большим током, малой продолжительностью токового импульса (0,08-0,5 секунд в зависимости от толщины металла) и большой силой сжатия электродов. Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
При мягком режиме производится более плавный нагрев заготовок относительно небольшим током. Продолжительность сварочного импульса составляет от десятых долей до нескольких секунд. Мягкие режимы показаны для сталей, склонных к закалке. В основном именно мягкие режимы используются для контактной точечной сварки в домашних условиях, поскольку мощность аппаратов в этом случае может быть ниже, чем при жесткой сварке.
Оборудование для точечной сварки металлов
 Аппарат, применяемый для точечной сварки, называют машиной контактной точечной сварки, хотя иногда встречается название «Станок контактной точечной сварки». По мощности и габаритам различают стационарные, подвесные и переносные (споттеры) машины. Аппараты первого вида являются наиболее мощными и работают на производстве. Аппараты, относящиеся ко второй разновидности, могут применяться на заводских конвейерных линиях, а также в автосервисах. Третий тип машин для точечной сварки лучше всего подходит для личного использования.
Аппарат, применяемый для точечной сварки, называют машиной контактной точечной сварки, хотя иногда встречается название «Станок контактной точечной сварки». По мощности и габаритам различают стационарные, подвесные и переносные (споттеры) машины. Аппараты первого вида являются наиболее мощными и работают на производстве. Аппараты, относящиеся ко второй разновидности, могут применяться на заводских конвейерных линиях, а также в автосервисах. Третий тип машин для точечной сварки лучше всего подходит для личного использования.
Различия между существующими видами аппаратов для точечной сварки определяются в основном родом сварочного тока и формой его импульса, которые производятся их силовыми электрическими контурами. По этим параметрам оборудование контактной точечной сварки подразделяется на следующие виды:
- Машины для сварки переменным током;
- Аппараты низкочастотной точечной сварки;
- Машины конденсаторного типа;
- Машины сварки постоянным током.
Каждый из этих типов машин имеет свои преимущества и недостатки в технологическом, техническом и экономическом аспектах. Наибольшее распространение получили машины для сварки переменным током.
Машины контактной точечной сварки металлов переменного тока
 Напряжение для точечной сварки, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (КТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только управлять продолжительностью времени сварки, но и осуществлять регулирование формы подаваемого импульса за счет изменения угла открытия тиристоров. Если первичную обмотку выполнить не из одной, а нескольких обмоток, то, подключая их в различном сочетании друг с другом, можно менять коэффициент трансформации, получая различные значения выходного напряжения и сварочного тока на вторичной обмотке.
Напряжение для точечной сварки, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (КТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только управлять продолжительностью времени сварки, но и осуществлять регулирование формы подаваемого импульса за счет изменения угла открытия тиристоров. Если первичную обмотку выполнить не из одной, а нескольких обмоток, то, подключая их в различном сочетании друг с другом, можно менять коэффициент трансформации, получая различные значения выходного напряжения и сварочного тока на вторичной обмотке.
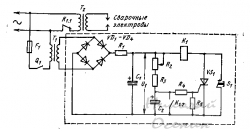 Кроме силового трансформатора и тиристорного модуля, машины контактной точечной сварки переменного тока имеют набор управляющего оборудования — источник питания для системы управления (понижающий трансформатор), реле, логические контроллеры, панели управления и пр.
Кроме силового трансформатора и тиристорного модуля, машины контактной точечной сварки переменного тока имеют набор управляющего оборудования — источник питания для системы управления (понижающий трансформатор), реле, логические контроллеры, панели управления и пр.
Конденсаторная контактная точечная сварка
 Сущность конденсаторной сварки заключается в том, что сначала электрическая энергия относительно медленно накапливается в конденсаторе при его зарядке, а затем очень быстро расходуется, генерируя токовый импульс большой величины. Это позволяет производить сварку, потребляя из сети меньшую мощность по сравнению с обычными аппаратами для точечной сварки. Кроме этого основного преимущества, конденсаторная сварка имеет и другие. Используя ее можно постоянно контролировать расходование энергии (той, которая накопилась в конденсаторе) на одно сварное соединение, что обеспечивает стабильность результата.
Сущность конденсаторной сварки заключается в том, что сначала электрическая энергия относительно медленно накапливается в конденсаторе при его зарядке, а затем очень быстро расходуется, генерируя токовый импульс большой величины. Это позволяет производить сварку, потребляя из сети меньшую мощность по сравнению с обычными аппаратами для точечной сварки. Кроме этого основного преимущества, конденсаторная сварка имеет и другие. Используя ее можно постоянно контролировать расходование энергии (той, которая накопилась в конденсаторе) на одно сварное соединение, что обеспечивает стабильность результата.
Сварка происходит за очень короткое время (сотые и даже тысячные доли секунды). Это дает концентрированное выделение тепла и минимизирует зону термического влияния. Последнее достоинство позволяет использовать её для сварки металлов с высокой электро- и теплопроводностью (медных и алюминиевых сплавов, серебра и др.), а также материалов с резко различающимися теплофизическими свойствами.
Значение прижима заготовок при точечной сварке
 Едва ли не главным моментом, от которого зависит качество проведенной работы, оказывается такой параметр, как усилие сжатия свариваемых деталей. Самые простые и дешевые устройства оснащаются ручным приводом. Более дорогие и обеспечивающие лучшее качество машины для контактной точечной сварки снабжены механическим, гидравлическим или пневматическим приводами. Если вы не знаете заранее, какие работы вам придется делать – железный забор из металла толщиной 0,8 мм или каркас для фундамента из прутьев сантиметрового диаметра, то стоит выбрать машину с пневматическим приводом, дающим возможность изменять прижимное давление в широком диапазоне.
Едва ли не главным моментом, от которого зависит качество проведенной работы, оказывается такой параметр, как усилие сжатия свариваемых деталей. Самые простые и дешевые устройства оснащаются ручным приводом. Более дорогие и обеспечивающие лучшее качество машины для контактной точечной сварки снабжены механическим, гидравлическим или пневматическим приводами. Если вы не знаете заранее, какие работы вам придется делать – железный забор из металла толщиной 0,8 мм или каркас для фундамента из прутьев сантиметрового диаметра, то стоит выбрать машину с пневматическим приводом, дающим возможность изменять прижимное давление в широком диапазоне.
Стоит ли покупать машины для точечной сварки
 Если покупаемый аппарат планируется использовать для точечной сварки листов или изготовления решетчатой арматуры из круглого прутка, то стоит обратить внимание на машину контактной точечной сварки марки МТ. С ее помощью можно сваривать листы толщиной от 0,5 до 4 мм и скреплять стержни диаметром от 16 до 20 мм. Диапазон применения машин МТ весьма широк: легированная, низкоуглеродистая, нержавеющая сталь, алюминий, титан, латунь, бронза – на этом список материалов не заканчивается. Цена брендового аппарата для контактной точечной сварки может превышать 200 тыс. рублей. Вполне возможно, вам подойдет и более дешевая техника, однако всегда следует соотносить ее возможности с вашими запросами, чтобы не попасть в ситуацию, когда возможностей приобретенной машины не хватит для воплощения ваших планов.
Если покупаемый аппарат планируется использовать для точечной сварки листов или изготовления решетчатой арматуры из круглого прутка, то стоит обратить внимание на машину контактной точечной сварки марки МТ. С ее помощью можно сваривать листы толщиной от 0,5 до 4 мм и скреплять стержни диаметром от 16 до 20 мм. Диапазон применения машин МТ весьма широк: легированная, низкоуглеродистая, нержавеющая сталь, алюминий, титан, латунь, бронза – на этом список материалов не заканчивается. Цена брендового аппарата для контактной точечной сварки может превышать 200 тыс. рублей. Вполне возможно, вам подойдет и более дешевая техника, однако всегда следует соотносить ее возможности с вашими запросами, чтобы не попасть в ситуацию, когда возможностей приобретенной машины не хватит для воплощения ваших планов.
Дефекты контактной точечной сварки
 При качественном исполнении, точечная сварка обладает высокой прочностью и способна обеспечить эксплуатацию изделия в течение длительного срока службы. При разрушениях конструкций, соединенных многоточечной многорядной точечной сваркой, разрушение происходит, как правило, по основному металлу, а не по сварным точкам.
При качественном исполнении, точечная сварка обладает высокой прочностью и способна обеспечить эксплуатацию изделия в течение длительного срока службы. При разрушениях конструкций, соединенных многоточечной многорядной точечной сваркой, разрушение происходит, как правило, по основному металлу, а не по сварным точкам.
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой.
 Правильно выполненная сварная точка расположена по центру стыка, имеет оптимальный размер литого ядра, не содержит пор и включений, не имеет наружных и внутренних выплесков и трещин, не создает больших концентраций напряжения. При приложении усилия на разрыв, разрушение конструкции происходит не по литому ядру, а по основному металлу.
Правильно выполненная сварная точка расположена по центру стыка, имеет оптимальный размер литого ядра, не содержит пор и включений, не имеет наружных и внутренних выплесков и трещин, не создает больших концентраций напряжения. При приложении усилия на разрыв, разрушение конструкции происходит не по литому ядру, а по основному металлу.
Дефекты точечной сварки подразделяются на три типа:
- Отклонения размеров литой зоны от оптимальных, смещение ядра относительно стыка деталей или положения электродов;
- Нарушение целостности металла в зоне соединения;
- Изменение свойств (механических, антикоррозионных и др.) металла сварной точки или прилегающих к ней областей.
Наиболее опасным дефектом считается отсутствие литой зоны (непровар в виде «склейки»), при котором изделие может выдерживать нагрузку при невысокой статической нагрузке, но разрушается при действии переменной нагрузки и колебаниях температуры.
Прочность соединения оказывается сниженной и при больших вмятинах от электродов, разрывах и трещинах кромки нахлестки, выплеске металла. В результате выхода литой зоны на поверхность, снижаются антикоррозионные свойства изделий, если они были.
Дефекты и причины их возникновения при точечной сварке
Непровар полный или частичный
 Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Образование трещин при точечной сварке
 Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки
Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода
Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями)
Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор. Неправильно (несоосно или с перекосом) установлены электроды.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали)
Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины
Внутренние трещины и раковины
Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.
Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма
Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог
Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов точной сварки
Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная сварка металлов. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
Не каждая конструкция аппаратов точечной сварки позволяет их использовать в бытовых целях. Точечная сварка металлов имеет ограничение по толщине металлов, а также мощности потребляемого электричества из бытовой сети. В следующей статье я расскажу об оборудовании для аргонодуговой сварки.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ: